Содержание
Алюминий имеет невысокую температуру, при которой происходит его плавление. При этом металл обладает большой теплопроводностью. Кроме того, он характеризуется еще маленькой удельной массой. Такие свойства алюминия напрямую влияют на процесс его сварки, который не является простым. Поэтому в данном материале мы рассмотрим, как происходит сварка алюминия аргоном для начинающих с пошаговой инструкцией.
Особенности во время сварки алюминия
Свариваемые детали из алюминия в большинстве случаев имеют относительно тонкие стенки. Именно такое обстоятельство является основной проблемой при выполнении работ. Во время сварки чаще всего превышают допустимую температуру воздействия на металл. Это самая распространенная ошибка. Из-за этого возникают каверны, а шов получается с нечеткими границами.
При высокотемпературной обработке на алюминии появляется оксидная пленка. Она может расплавиться только при 2050°С. При этом алюминий начинает менять свое состояние уже после 650°С. В связи с этим от оксидной пленки при выполнении работ нужно избавляться. Пробивается она лучше всего при помощи импульсной сварки. Также облегчает процесс разрушения оксидной пленки предварительная обработка алюминия щеткой с металлическим ворсом.
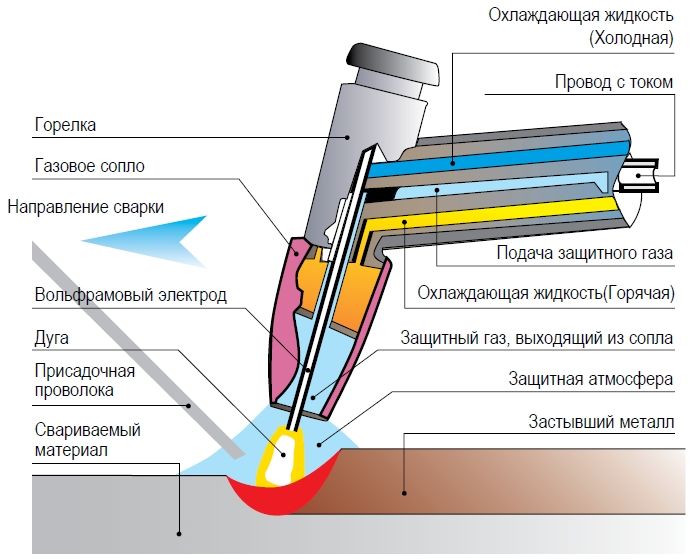
Процесс сварки алюминия сегодня выполняется при использовании мягкой проволоки и аргона. Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
Используемые аппараты и типы электродов
Во время применения аргона при сварке алюминия можно использовать несколько сварочных аппаратов. В свою очередь, они подразделяются на агрегаты универсального типа и специальные модели. Также существует третья группа аппаратов – специализированное оснащение.

Все модели универсального типа сегодня производятся серийными партиями. Они больше всего пользуются спросом у покупателей. На производстве такие аппараты применяются на спецплощадках. Для контроля сварного процессора лучше всего выбирать агрегат с переменным током. Потому что в нем можно выполнить регулирование частоты.
На практике доказано, что лучше всего в агрегатах для варки алюминия при использовании аргона применять электроды трех типов. Технический алюминий сваривать необходимо электродами ОК 96.10, ОК 96.20. Благодаря им дуга равномерно горит. В результате свойства первоначального материала и готового шва получаются практически одинаковыми. При этом удаление образующейся шлаковой корки происходит без излишних усилий.
При работе с разными сплавами алюминия используют электроды марки ОЗАНА-1 и 2. Они имеют щелочно-солевое покрытие. При их применении металл перед сваркой приходится практически всегда подогревать до 200—300 °С.
Для сварки алюминия при использовании аргона также еще применяют неплавящиеся вольфрамовые электроды. За счет них дуга поддерживается в стабильном состоянии, а сам процесс варки металла протекает довольно быстро. У такого материала диаметр составляет от 2 до 6 мм. Он выбирается в зависимости от свариваемой толщины металла. Хорошо себя показывают в работе электроды этого типа с разными присадками. В результате получаются качественные швы.
Инструкция по сварке алюминия аргоном для начинающих
Во время работы с алюминием всегда необходимо следить внимательно, как расходуется аргон, и выполнять все требования технологии. Перед началом сварки нужно подготовить металл. Для этого выполняется очистка поверхностей. Затем намечается будущее соединение или ремонтный шов. Потом устанавливается электрод в горелку. После этого осуществляется подключение «массы» от аппарата на обрабатываемую деталь. Далее, процесс выполняется точно так же, как и при использовании распространенной сварки. В правой руке оператора размещается горелка агрегата, а в левой — алюминиевая проволока, которую нужно подбирать, учитывая особенности материала.

После нажатия кнопки включается ток и начинает подаваться газ. Дуга появится между металлом и сварочным электродом. Благодаря ей происходит плавление края детали и проволоки. Сварочный шов формируется непосредственно на этом этапе.
Для опытных сварщиков такой процесс не представляет никакой сложности. Технология свою эффективность доказала уже давно. Начинающим сварщикам для получения сварки достойного качества придется потренироваться.
Рекомендации по выполнению сварки алюминия
Для защиты сварщика в процессе работы ему необходимо надевать специальную маску. В ней должен присутствовать световой фильтр синего цвета. Всем привычное зеленое стекло в этом случае не подойдет, так как является ненадежной защитой от ультрафиолета.
- При сварке алюминия важно правильно выбрать режим, в котором будет работать аппарат, а также диаметр электрода и используемой проволоки. Если выполняется стыковое соединение без разделки, то при толщине металла 3 мм диаметр электрода должен составлять 4 мм, а присадочной проволоки — 2,5 мм. При этом на аппарате сила тока устанавливается в пределах 180—200 А.
- Если сварка выполняется металла, имеющего толщину 6 мм, то электрод и проволока выбирается диаметром соответственно 5 и 2,5 мм. В этом случае ток должен быть 250—290 А.
- Когда выполняется сварка металла толщиной 2 мм, то выбирается электрод и проволоки одинакового диаметра в 2,5 мм, но при этом силу тока необходимо увеличить до 520—550 А.
При осуществлении сварки алюминия аргоном агрегат обязан функционировать в импульсном режиме. - Если у металла большая толщина, то его лучше всего предварительно нагреть. При выполнении работ рекомендуется, чтобы длина дуги была максимум 2,5 мм, а угол между металлом и электродом составлял 80°.
- Также необходимо, чтобы во время сварки между электродом и используемой проволокой был прямой угол. Кроме того, не допускаются в поперечном направлении колебания проволоки. Она должна двигаться точно за электродом.









